
一直以来,铜作为电极材料在模具工厂的电火花加工中被广泛使用,企业只有在制作大型电极且模具加工要求不高或粗加工时,才会使用石墨材料,实际上这是一个巨大的认识误区!统计数据显示,在欧洲超过90%的模具企业所使用的电极材料是石墨。在中国,大多数模具企业仍选用性能远不及石墨材料的铜作为主要的电极材料,造成生产产能的巨大浪费和生产效率低下!结合实际使用情况看,石墨电极在电火花加工中主要有以下几点具体优势。
加工完成的石墨电极实物▲
石墨具有铜无法比拟的优质特性,简单归纳为以下八点:
1、加工速度快,粗加工速度为铜的3倍;精加工速度为铜的5倍。
2、可加工性能高,能实现许多铜电极无法实现的几何形状。
3、石墨重量轻,相当于铜重量的1/5,电极加工时容易夹持。
4、减少了单个电极的数量和成本,石墨可捆绑做成组合电极。
5、石墨热稳定性能好,不变形,温度越高强度越大。
6、无加工毛刺,易于修正,没有隐性清角问题。
7、石墨材料热膨胀系数小,放电加工相比铜电极可获得更好的加工精度。
8、铜材料因不可再生价格越来越贵,石墨材 料工艺不断改进,长期对比经济性更好。
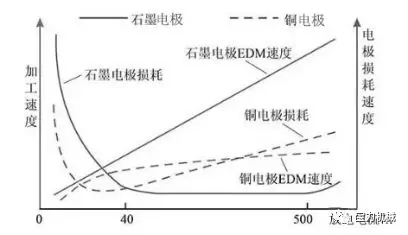
石墨电极与铜电极加工速度、损耗速度对比图▲
综上所述,从石墨电极与铜电极的对比各方面表现来看,无论是加工精度、物理性能还是实用性石墨电极远优于铜电极材料,且优势明显。未来模具行业的发展趋势是,谁能在最短的时间里完成模具的制作,谁就赢得了客户,赢得了市场。可以说,拥有了石墨电极就拥有了模具产业的明天!石墨电火花机真正是中国企业的睿智、明智之选!「三菱电机」的EA8S Plus 石墨电火花机正是将先进的石墨电极应用到电火花加工中的一款精品机床。

「三菱电机」石墨电火花机▲
「三菱电机」EA8S Plus系列石墨电火花机,具备6大特点:
1、采用标准 HPMI 2 石墨加工电源。
2、标配Jump SS 高速主轴跳动控制。
3、采用自动工作缸门。
4、最新固定床身,工件负重优异。
5、主轴移动稳定控制。
6、Z 轴标准配备光栅尺。

「三菱电机」EA8S Plus石墨电火花机加工样品展示▲
这款机床在辽宁省大连市组装,汇聚了目前电火花加工最尖端成果于一身,通过石墨电极实现高速、低消耗的加工,减小石墨电极消耗最大90%。通过微小脉冲,将放电痕径从之前的25-30μm弱化到8-17μm,完成统一面精度的高质量纹面加工。硬件上也进一步升级,标配带Z轴光栅尺并加装温度传感器,有效降低因长时间加工温度上升对加工精度的影响。该设备实现了接插件领域加工时间缩短48%,浇口加工时间缩短19%,微细浇口时间缩短28%,使用这款设备的客户一致反馈:这款机床部分技术指标已超过市面同类产品,价格上也有优势。对加工产品光洁度、加工精度有较高需求的企业,采用这款设备后必将如虎添翼、效率倍增!